مفاهیم ادغام کوچک مونتاژ ربات در PLC
کنترل کننده های منطقی قابل برنامه ریزی (PLC) به عنوان کنترل کننده انتخاب صنعتی در بین مهندسان کنترل، اتوماسیون و طراحی باقی مانده اند. از PLC اغلب به عنوان کنترل کننده اصلی یاد می شود که منطق اصلی را توالی می کند و داده های شبکه را بر روی تجهیزات خودکار مدیریت می کند.
آنها نیروی کار مخفی در نظر گرفته شده اند که در سکوت دستورالعمل های منطقی نردبان را پشت درب بسته کابینت برق اجرا می کنند. با این وجود PLC ها به طور کلی روی ماشین های خودکار نصب یا یکپارچه نمی شوند.
کاربرد PLC
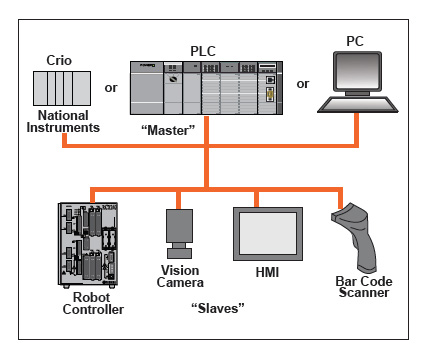
محصولات شخص ثالث مانند سرو موتورها، سیستم های دید، تجهیزات آزمایش یا رباتیک، اغلب برای تکمیل PLC استفاده می شوند. از این دستگاه های مکمل به عنوان اجزای برده یاد می شود که با سیستم های خودکار هماهنگ هستند و توسط PLC در یک رابطه master / slave کنترل می شوند (شکل زیر).
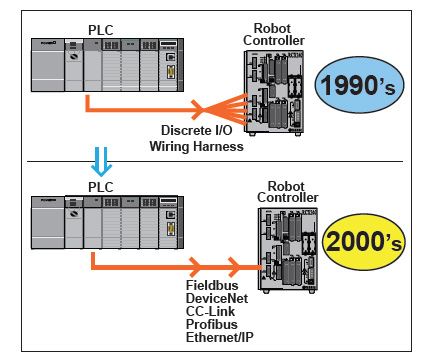
از نظر مفهومی، ادغام دستگاه های شخص ثالث شامل سیم کشی مجزا از ورودی / خروجی سیگنال های دست دادن بین PLC و کنترل کننده های شخص ثالث است (شکل زیر). با تکامل فناوری، فیلدباس به روش انتخاب یکپارچه برای اتصال و اشتراک نقشه برداری حافظه بین یک PLC اصلی و دستگاه های برده آن تبدیل شد.
نحوه ی عیب یابی
حتی در این سطح، مفهوم تبادل داده به گونه ای اتفاق می افتد که هر دستگاه به صورت جداگانه درمان شود یا با استفاده از نرم افزار پیکربندی یا برنامه نویسی هر دستگاه به طور جداگانه مدیریت شود. PLC ها یک مجموعه نرم افزاری برنامه نویسی دارند که باید توسط مهندس، همراه با سایر نرم افزارهای شخص ثالث، برای برنامه ریزی و پیکربندی دستگاه برده ای که به PLC اصلی متصل می شود، بیاموزد.
روش قدیمی مدرسه برای ادغام دستگاه های اصلی و برده، استاندارد واقعی در اتوماسیون صنعتی بوده است. این مستلزم نوشتن کد توسط مهندس در دستگاه شخص ثالث و نوشتن منطق نردبان در نرم افزار تولید PLC است. سپس کد نرم افزار باید با یکدیگر تعامل داشته باشد که اغلب به آن (مصافحه نرم افزار) گفته می شود.
نوشتن نرم افزار دست دادن سفارشی بین چندین دستگاه در طول این سالها دست و پا گیر بوده است. وقتی مهندس می خواهد دستگاه شخص ثالث دیگری را ادغام کند، باید کل فرآیند نوشتن کد سفارشی مورد بررسی و اشکال زدایی قرار گیرد. اکثر مهندسان این روند فکری را در ذهن دارند که چطور می توانند کنترل کننده های جداگانه را توالی و بهم پیوند دهند، تا حدی به یک ذهنیت استاندارد تبدیل می شوند.
روش ادغام
مشکلی که در این روش قدیمی ادغام وجود دارد این است که مهندسان برای آنها دردناک است زیرا آنها باید به طور مداوم یک بسته نرم افزاری شخص ثالث جدید را یاد بگیرند یا در یک سمینار آموزش فروشنده شرکت کنند تا به درستی نرم افزار برای دستگاه های شخص ثالث بنویسند.
در صنعتی که وقت زیادی را از یکپارچه ساز ماشین سفارشی می طلبد، مهندسان به سادگی وقت ندارند که در مورد یک دستگاه شخص ثالث جدید اطلاعاتی کسب کنند.
این یک بازدارندگی بزرگ برای کاربران بالقوه اولین بار است. آنها به دلیل منحنی یادگیری مربوط به درک چگونگی ادغام و ارتباط دستگاه برده با سیستم PLC موجود که به عنوان کنترل کننده اصلی در یک ماشین خودکار طراحی شده، تمایلی به فروشندگان جدید ندارند.
این سطح درد باعث ایجاد هزینه های اضافی در محدوده پروژه می شود زیرا مهندسان مجبور می شوند دستگاه های جدید نرم افزاری را بیاموزند و این امر مستقیماً بر زمان مهندسی ذکر شده در پروژه تأثیر می گذارد.
تغییرات ایجاد
طی دهه گذشته، فیلدباس در به اشتراک گذاری نگاشت حافظه نرم افزار بین PLC اصلی و برده های شخص ثالث پیشرفت کرده است.
امروزه، این مفهوم منطقی هنوز پابرجاست که master PLC برای توالی کنترل اصلی در ماشین های خودکار نوشته شده است زیرا دستگاه های برده شخص ثالث دارای کدی هستند که در قالب منطق نردبان غیر استاندارد نوشته شده اند. این امر به این بستگی دارد که کدام دستگاه از فرایند کمکی استفاده می کند.
در بعضی موارد، دستگاه های شخص ثالث در مجموعه های متنی ساختاری نوشته می شوند که باید به عنوان یک روند مستقل با آنها رفتار شود. این زیر سیستم های نرم افزاری باید نوشته شوند تا مستقل از ساختار اصلی PLC عمل کنند. بنابراین، سطح درد یادگیری اثر می گیرد، زیرا مهندسان باید یاد بگیرند که چگونه در این دستگاه های شخص ثالث که اغلب به همان روشی نیستند که استانداردهای منطقی نردبان اصلی PLC کد نویسی می کنند.
نحوه ی عملکرد به چه صورت است؟
این تبادل اطلاعات به طور کلی یک پرچم سطح یک بیتی است که در PLC اصلی از یک نمودار نردبان پله ای تنظیم می شود، که به دستگاه های برده دستور می دهد تا فرایند کمکی را شروع کنند یا شروع کنند. در این زمان، توالی نردبان در PLC باید منتظر یک بیت تأیید از دستگاه شخص ثالث باشد که نشان می دهد روند آن کامل است.
این سطح پایین تبادل اطلاعات است و اطلاعات استخراج شده پس از اتمام کار مبهم است. با تکامل اتوماسیون و فناوری، نیاز به اشتراک اطلاعات دقیق در مورد کنترل فرآیند شخص ثالث از نظر جلوگیری از خرابی ها یا ثبت اطلاعات آماری مربوط به بخشی از تولید، تقاضای بیشتری پیدا کرده است.
به دلیل مفاهیم نقشه برداری ساده از مبادلات سطح بیت، استخراج داده های علمی نتایج واقعی از فرآیندهای شخص ثالث به و فقط از تبادل نقشه برداری حافظه PLC دشوار است.






