اصول زیمنس PLC و برنامه نویسی در Simatic Step7
یک کنترل کننده قابل برنامه ریزی منطقی (PLC)، که به آن به عنوان کنترل کننده قابل برنامه ریزی نیز گفته می شود، نامی است که به نوعی رایانه معمولاً در برنامه های کنترل تجاری و صنعتی استفاده می شود.
PLC ها از نظر وظایفی که انجام می دهند و سخت افزار و نرم افزاری که برای انجام این کارها به آن نیاز دارند با رایانه های اداری تفاوت دارند. در حالی که برنامه های خاص بسیار متفاوت هستند، همه PLC ورودی ها و سایر مقادیر متغیر را کنترل می کنند، بر اساس یک برنامه ذخیره شده تصمیم گیری می کنند و خروجی ها را برای اتوماسیون فرآیند یا ماشین کنترل می کنند.
عناصر اصلی
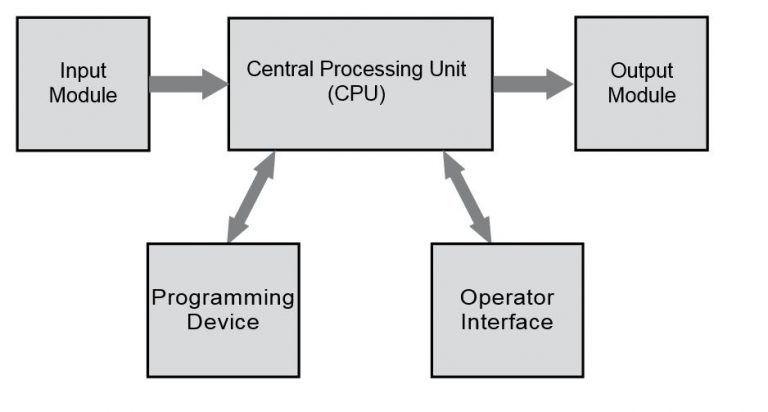
عناصر اساسی یک PLC شامل ماژول ها یا نقاط ورودی، یک واحد پردازش مرکزی (CPU)، ماژول ها یا نقاط خروجی و یک دستگاه برنامه نویسی است. نوع ماژول های ورودی یا نقاط مورد استفاده توسط PLC به انواع دستگاه های ورودی مورد استفاده بستگی دارد. برخی از ماژول ها یا نقاط ورودی به ورودی های دیجیتال پاسخ می دهند، ورودی های گسسته نیز نامیده می شوند، که روشن یا خاموش هستند. سایر ماژول ها یا ورودی ها به سیگنال های آنالوگ پاسخ می دهند.

این سیگنال های آنالوگ شرایط ماشین یا فرآیند را به عنوان طیف وسیعی از مقادیر ولتاژ یا جریان نشان می دهند. عملکرد اصلی مدار ورودی PLC تبدیل سیگنال های ارائه شده توسط این سوئیچ ها و سنسورهای مختلف به سیگنال های منطقی است که می تواند توسط CPU استفاده شود. CPU هنگام اجرای یک برنامه ذخیره شده، وضعیت ورودی ها، خروجی ها و سایر متغیرها را ارزیابی می کند. سپس CPU سیگنال هایی را برای بروزرسانی وضعیت خروجی ها ارسال می کند.
ماژول های خروجی
ماژول های خروجی سیگنال های کنترل را از CPU به مقادیر دیجیتالی یا آنالوگ تبدیل می کنند که می تواند برای کنترل دستگاه های مختلف خروجی استفاده شود. از دستگاه برنامه نویسی برای ورود و تغییر در برنامه PLC، برای نظارت و تغییر مقادیر ذخیره شده استفاده می شود. پس از ورود، برنامه و متغیرهای مرتبط در CPU ذخیره می شوند. علاوه بر این عناصر اساسی، یک سیستم PLC ممکن است نوعی دستگاه رابط اپراتور را نیز در خود داشته باشد تا نظارت بر دستگاه یا فرآیند را ساده کند.
کنترل سیم سخت
قبل از PLC، بسیاری از کارهای کنترلی توسط کنتاکتورها، رله های کنترل و سایر دستگاه های الکترومکانیکی انجام می شد. این امر اغلب تحت عنوان کنترل سیم کشی سخت شناخته می شود.
نمودارهای مدار باید طراحی می شدند، اجزای الکتریکی مشخص و نصب می شدند و لیست سیم کشی ایجاد می شد. سپس برق کاران اجزای لازم را برای انجام یک کار خاص سیم کشی می کنند. در صورت خطا، سیم ها باید به درستی وصل شوند. تغییر در عملکرد یا توسعه سیستم به تغییرات گسترده م componentلفه و سیم کشی مجدد نیاز دارد. نرم افزار SIMATIC یک محیط پیکربندی و برنامه نویسی جهانی برای کنترل کننده های SIMATIC، سیستم های رابط ماشین انسان و سیستم های کنترل فرایند است. نرم افزار SIMATIC با STEP 7 و بسیاری از ابزارهای مهندسی از کلیه مراحل استقرار محصول، از پیکربندی سخت افزار سیستم و پارامتر سازی ماژول ها تا سرویس سیستم نصب شده پشتیبانی می کند. برنامه نویسی PLC همچنین می تواند با کمک Simatic Manager انجام شود، که امکان نوشتن برنامه ها به سه زبان برنامه نویسی را فراهم می کند:
منطق نردبان (LAD)
منطق نردبان (LAD) یکی از زبان های برنامه نویسی است که با PLC استفاده می شود. منطق نردبان شامل توابع برنامه نویسی است که به صورت گرافیکی نمایش داده می شوند تا شبیه نمادهای مورد استفاده در نمودارهای کنترل سیم سخت باشند.
یکی از زبان های برنامه نویسی است که با PLC استفاده می شود. منطق نردبان شامل توابع برنامه نویسی است که به صورت گرافیکی نمایش داده می شوند تا شبیه نمادهای مورد استفاده در نمودارهای کنترل سیم سخت باشند.
لیست اظهارات (STL)
لیست دستورالعمل ها. این ویرایشگر به شما امکان می دهد با وارد کردن دستورات mnemonic برنامه ای ایجاد کنید. در این ویرایشگر می توانید برنامه هایی ایجاد کنید که نمی توانند در ویرایشگر LAD و FBD ایجاد شوند. برنامه نویسی در STL بسیار شبیه به زبان اسمبلر است، اما خاص تر است.
نمودار بلوک عملکرد (FBD)
نمودار بلوک عملکردی. این ویرایشگر برنامه را به صورت مدارهای منطقی متداول نمایش می دهد. هیچ تماسی وجود ندارد، اما واحدهای عملکردی معادل آن وجود دارد. این ویرایشگر از اصطلاح (جریان نیرو) استفاده نمی کند، همانطور که در LAD، مفهوم مشابهی از جریان کنترل را از طریق بلوک های منطقی FBD بیان می کند.
مثال شروع کننده موتور
این مثال جنبه عملی برنامه نویسی در مرحله 7 را با یک بخش واقعی و موجود از سیستم نشان می دهد. سیم پیچ استارت موتور (M) به صورت سری با یک دکمه فشار شروع لحظه ای به طور معمول باز، یک دکمه فشار متوقف شده لحظه ای متوقف شده و رله اضافه بار بسته شده (OL) به طور معمول بسته می شود.
کنترل موتور PLC
برنامه کنترل موتور را می توان با PLC نیز انجام داد. در مثال زیر، یک دکمه فشار شروع معمولاً به ورودی اول سیم کشی می شود (I0.0)، یک دکمه فشار متوقف شده متصل به ورودی دوم (I0.1) و یک مخاطب رله اضافه بار بسته شده به طور معمول بسته می شود (بخشی از استارت موتور) به ورودی سوم (I0.2) متصل می شوند. این ورودی ها برای کنترل مخاطبین معمولاً باز در یک خط منطقی نردبان برنامه ریزی شده در PLC استفاده می شوند.






